



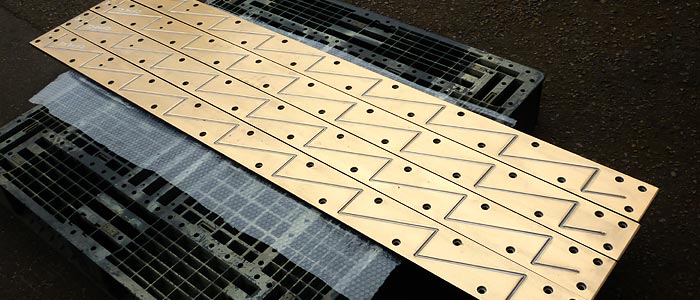
プレス機械に使用される部品「LINER」。スライド側に取り付く部品であり、「GIB」の摺動面にあてがわれる部品です。
精度としては、平行度・平面度を要求されます。
製品概要
 |
||
 |
 |
 |
|
仕様等
仕上がり厚み:11mm W:80~200 L:210~2,700
平面度:2.5/100mm、平行度:3/100mm 材質:BC材・FC材 作業内容
材料 → 粗加工 → 長手方向端面加工 → 穴及び油溝加工 → 仕上げ加工 → 検査
|
||
|
|
|
|
|
|
|
仕様等
仕上がり厚み:11mm W:80~200 L:210~2,700
平面度:2.5/100mm、平行度:3/100mm 材質:BC材・FC材 作業内容
材料 → 粗加工 → 長手方向端面加工 → 穴及び油溝加工 → 仕上げ加工 → 検査
|
|
フタキの実力
この製品の難しさは、その材質が一般的な鉄とは異なり、青銅(BC材)であるという点でした。
青銅は鉄とは粘り気と硬さに違いがあり、鉄よりも粘り気がありすごくやわらかいという特徴を持つ素材です。

素材が鉄の場合、通常、図面どおり仕上るまでの削り量はだいたい3~5mmといったところです。しかし、この製品に関しては青銅であるということに加え、材料が鋳物で作られており、削り量が約10~15mmもありました。
一般的にどのような素材でも、加工の際は“加工熱”というものが発生します。この加工熱が素材に影響を与え「曲り」という現象を引き起こすのです。
通常はこの加工熱を最小限に抑えるために、削り量を最小限に抑えるように材料を選定します。しかし鋳物の場合は削る量が比較的多く、削る回数が増えてしまいます。削る回数が増えれば増えるほど、加工熱は多く発生し熱影響による曲がりも発生してしまうということになります。

そこで私たちは、どうすれば加工熱を最小限に抑えて加工できるか、様々な試行錯誤・地道なテストを繰り返すことにしました。刃物の条件、抑え方の条件、機械の切削速度の条件…。納期が迫り来る中、スタッフたちは気の遠くなるような組み合わせでの試し加工を繰り返し、最適な切削工具と切削条件を見つけ出していったのです。
最終的な候補としてあがってきたのは、刃物5種類、切削速度5パターン。これらの組合せ25パターンを繰り返した結果、一つの条件を導き出すことが出来たのです。今では素材の大きさに応じて、この導き出した条件を応用し様々な加工をさせていただいております。
この時培ったノウハウは、“どのような薄いものでも真っ直ぐに真直度を求めて加工することができる”という自信へと繋がりました。今では一番薄いもので6mm厚のモノも加工が可能。材質もBC3・BC6・FCなど様々です。これまでにいろいろなお客様からご注文いただいたアイテム数は490品番。枚数にして約2000枚以上のLINERを削ってきました。リピート品を含めると数え切れません。
蔵出しテクニック

粗加工の際に鬆(す)などの材料不良が無いかを確かめながら加工します。もし鬆を発見したとしても、加工にて取りきれるようであれば表裏の削りシロの調整などを行います。材料欠陥でムダにならないように加工することが無駄省きに繋がります。
仕上げ加工は押さえつけるウェッジの強さが大切であり、強さの加減を間違えると製品が曲ってしまうため、経験による力加減が必要となってきます。
材料をテーブルにすえつける際は、ハンマーでたたいた時の音と、スキマゲージでスキマが無いことを要注意ポイントとして確認しています。
側面にウェッジの跡が残らないように最後に幅の仕上げ加工をしています。

